The Flooring Expert

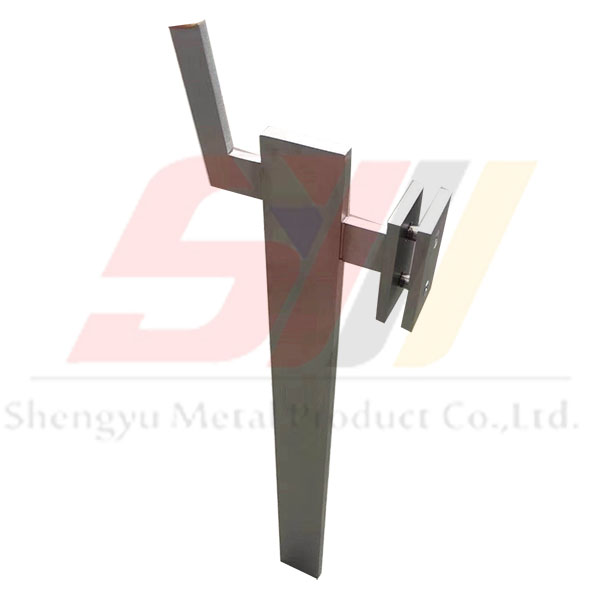
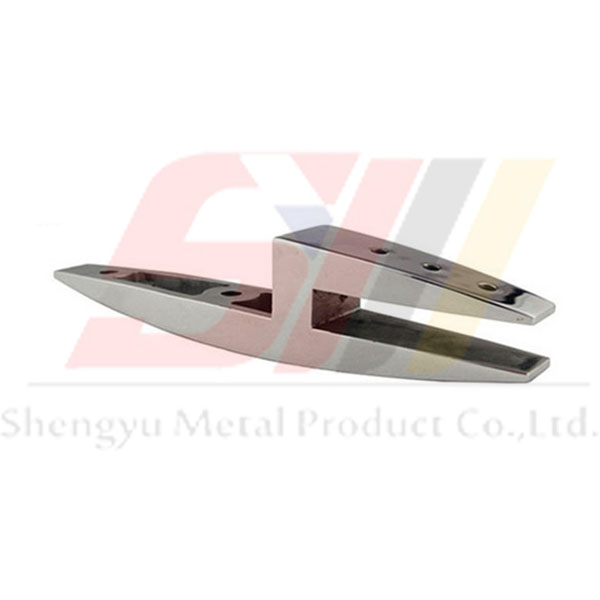
Stainless Steel Railing Post,Stainless steel foundry
INVESTMENT CASTING PROCESS
In investment casting, a wax or suitable polymer pattern is coated by dipping into the refractory material slurry. Once the refractory material coating is hardened then this dipping process is repeated several times to increase the coating thickness and its strength. Once the final coating is hardened the wax is melted out and molten metal is poured into the cavity created by the wax pattern. Once the metal solidifies within the mould, metal casting is removed by breaking the refractory mould.
Investment casting produces precise components while minimizing material waste, energy, and subsequent machining. It can also ensure the production of very intricate parts. This makes the investment casting process quite useful to design engineers.
A. MOLD DESIGN
It utilizes a pattern with the same details as the finished part, except that there is an allowance for thermal contraction (i.e. shrinking).
Patterns are typically made of wax using a metal injection die.
B. WAX INJECTION
Once a wax pattern is produced, it is assembled with other wax components to form the gate and runner metal delivery system.
Depending on the size and configuration of the desired finish component, multiple wax patterns may be processed using a single tree.
C. Creating the mold shell
The entire wax pattern assembly is dipped in a ceramic slurry, covered with sand stucco, and allowed to dry.
Cycles of wet dipping and subsequent stuccoing are repeated until a shell of the desired thickness is created. That thickness is partly dictated by product size and configuration.
Once the ceramic shell has dried, it becomes sufficiently strong to retain the molten metal during casting.
D. Wax removal
The entire assembly is placed in a steam autoclave to melt away most of the wax.
Any remaining wax that soaked into the ceramic shell is burned out in a furnace. At this point, the residual wax pattern and gating material has been completely removed and the ceramic mold remains with a cavity in the shape of the desired cast part.
This high-temperature operation also increases the strength and stability of the ceramic material. In addition, it helps to minimize the reaction of the shell and metal during pouring.
E. Melt and Cast
The mold is preheated to a specific temperature and filled with molten metal, creating the metal casting.
Nearly any alloy can be produced using this process. Either air melting or vacuum melting may be employed as dictated by the alloy chemistry. Vacuum melting is utilized mainly when reactive elements are present in the alloy.
F. Final operations
Once the casting has cooled sufficiently, the mold shell is broken away from the casting in a knockout operation.
The gates and runners are cut from the casting, and if necessary, final post-processing sandblasting, grinding, and machining is performed to finish the casting dimensionally.
Non-destructive testing may include fluorescent penetrant, magnetic particle, radiographic, or other inspections. Final dimensional inspections, alloy test results, and NDT are verified prior to shipment.





WHY CHOOSE US
Since its establishment, our factory has been developing first world class products with adhering the principle
of quality first. Our products have gained excellent reputation in the industry and valuabletrusty among new and old customers..